CFC™ (Controlled Flow Cavitation™) is a patented technology from Arisdyne System USA that enhances the neutralization process in refining operations. This groundbreaking technology can be easily added to the existing or new refineries. It is commercially proven and delivers a quicker route to ROI.
Hydrodynamic cavitation can occur in any turbulent fluid by increasing the speed of the fluid. This results in reduced pressure and, in turn, reduces the steam pressure. The low pressure vaporizes the fluid forming the bubbles of the cavitation. Small amounts of steam are released at the extremities of this physical phenomenon forming smaller bubbles, from 100 nm to 3 mm in diameter, which implodes under the high pressure that surrounds them. Cavitation is this process of formation and collapse.
Arisdyne's CFC™ (Controlled Flow Cavitation™) technology controls the location, size, density, and intensity of cavity implosions. The system is calibrated to produce optimum process conditions.
Process of CFC™controlled cavitation for neutralization
Crude (or water degummed) oil is pumped from storage through a safety filter and a mass flow totalizing flow transmitter. It is taken into a small Buffer tank at a desired process flow rate via an inline static mixer. Here, Phosphoric acid injected into the oil, which is retained in the buffer tank for 10 -15 minutes.
A caustic water solution is dosed into the oil via an inline static mixer between the Buffer tank, and the inlet of the high-pressure pump of CFC™ controlled cavitation flow system. The quantity of the caustic water solution is automatically controlled via PLC by a set-point dosage and the incoming oil flow transmitter data.
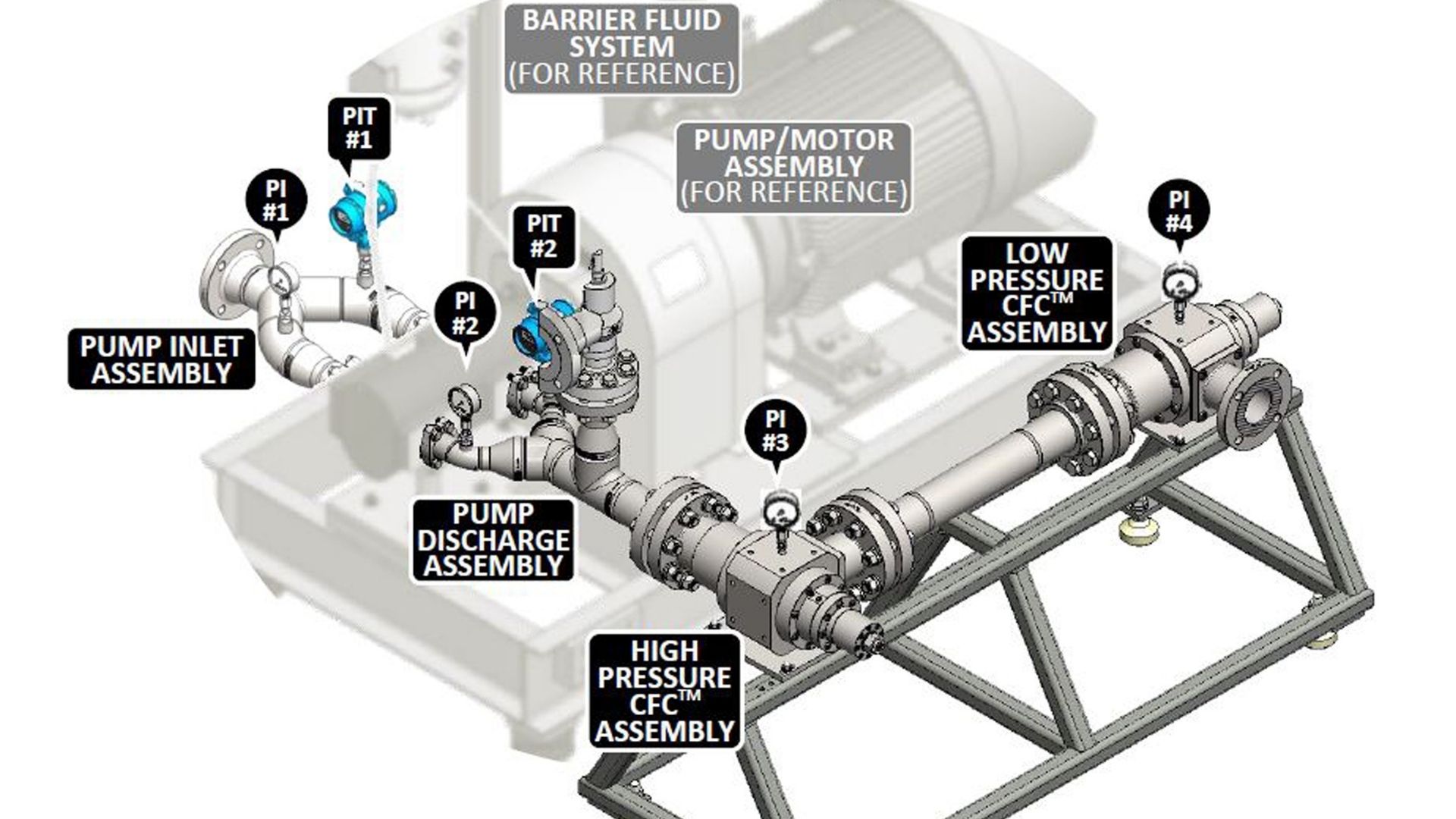
A high-pressure pump elevates the oil pressure and caustic water stream to a pressure of 55-69 bar (800-1000 psig). This pressure is degenerated as the oil plus caustic water solution passes through the CFC™.
Typically, pressure in the CFC™ ranges from 55-70 bar (800-1000 psig), with a discharge pressure after the CFC™ of 3-4 bar (<60 psig), allowing the oil to be directly fed into the centrifugal separator.
Once the oil and caustic water solution has passed through the CFC™ it proceeds to the retention buffer tank. It is held for 5-10 minutes before being sent to the centrifugal separator. After the centrifugal separator, the light phase neutralized oil passes through a new mass flow totalizing flow transmitter, which measures the refined oil yield. From there, it flows on to the silica absorption (or water wash) system to remove residual soap.
Advantages to using Arisdyne's CFC™system
Uncontrolled cavitation is a very destructive force. The CFC™ system is designed to produce only controlled cavitation in optimum process conditions also protect your equipment from damage. CFC™ systems are designed to last longer using static versus dynamic configuration. There are no moving parts in the device. There are several other benefits from using Arisdyne's CFC™system:
Improved oil yields
Enhanced oil conditioning in the CFC™ leads to better separation efficiency of the heavy phase from the light phase in the centrifugal separator. This results in a lot less neutral oil remaining in the heavy phase, thereby increasing overall oil yield from 0.1 to 0.3%.
Reduced phosphoric acid consumption
Conditioning oil in the CFC™ system converts most of the NHP (non-hydratable phospholipids) to a hydratable form, as a result of which usage of phosphoric acid drops by about 50-90%.
Reduced residual caustic usage
Reduction of phosphoric acid, in turn, reduces the application of caustic to oil usage. Only a stoichiometric amount of caustic is stringently used to neutralize the phosphoric acid inside the CFC™ system.
Reduced residual Soap PPM
Oil conditioning CFC™ system leads to better separation efficiency of the heavy phase from the light phase in the neutralizing centrifugal separator, which significantly reduces residual soap in the heavy phase to <175 ppm.
Reduced silica usage
Better separation efficiency and reduced residual soap in the light phase mean reduced silica usage (wash water) downstream to remove this residual soap. Lower silica usage also has the added benefit of lower oil loss in the spent silica (or spent wash water).
You might find these interesting:
Why it is imperative to innovate in the edible oils processing industry
Some of the trending innovations in the oils and fats processing industry in 2022
Here are the 5 questions you should ask before setting up an edible oil refining business
Explore the processing, uses and specifications of Soybean Oilseeds, Oil & Meal
Since 1939, Kumar has been delivering dependable process engineering solutions to the oils and fats industry. We're known for our robustly engineered, versatile and operationally profitable plant and machinery. It's why over 500 customers in 65 countries depend on us to solve their processing challenges, big or small. If you'd like to know more about our solutions please fill out the form below:
"*" indicates required fields