Introduction
Glycerol can be produced by several different chemical routes using different starting materials. As an oleochemical, it can be obtained from natural fats and oils. However, it can also be synthesized from propylene, a petrochemical intermediate. Other methods of production, such as, fermentation of sugar, or hydrogenation of carbohydrates, are not industrially important.
Glycerol obtained from natural fats and oils is known as natural or native glycerol and is considered of medicinal grade. In contrast, the synthetic glycerol produced from propylene is not accepted as medicinal grade. All the glycerol produced in the world until the year 1949 was obtained only from natural fats and oils. Later, the production of synthetic glycerol started (mainly in the USA), which peaked in the 1960s and 1970s, when it accounted for 50 to 60% of the total glycerol produced. During the mid-1990s, about 70% of the glycerol production in the USA was from natural triglycerides (fats and oils), while 30% was produced synthetically from propylene. In recent years, due to the substantial increase in biodiesel production from oils and fats, the availability of natural glycerol has increased significantly while reducing the share of synthetic glycerol, leading to even closures of some propylene-based glycerol manufacturing facilities.
The present article discusses various methods of production of glycerol from different sources and also different processes involved in the purification or refining of crude glycerine to obtain pure glycerol of commercial quality.
FROM FATS AND OILS
Glycerol is obtained as a by-product during the conversion of fats and oils to soap, fatty acids and fatty acid methyl esters; i.e., in soap manufacture (saponification process), fat splitting (hydrolysis), and trans-esterification (interesterification) processes. Currently, however, the saponification of fats and oils is practiced only on small scale throughout the world, and most of the soap is produced directly from distilled fatty acids (mixtures or customized mixtures) by neutralizing with alkali, mostly sodium hydroxide (caustic soda). Production of fatty acid methyl esters is carried out on purpose for fatty alcohols manufacture and also during the manufacture of biodiesel, by using the trans-esterification or interesterification process. Glycerol is obtained as a by-product in both these industrial processes. Thus, the main sources of natural glycerol today are fat splitting or hydrolysis of fats and oils and trans-esterification or interesterification of fats and oils with methanol.
These glycerol production processes are reviewed here briefly.
Saponification
The splitting of natural fats and oils by saponification with alkali (caustic soda or sodium hydroxide) is an age-old process. Caustic alkali or alkali carbonates are commonly used in this process. Calcium hydroxide in the form of milk of lime can also be used. In this saponification process, fats and oils are boiled with caustic soda solution and salt. The triglycerides react with the caustic soda to form soap and glycerol. The presence of salt causes the mixture to separate them into two layers - the upper layer is soap and the lower layer containing glycerol, water, excess caustic soda and salt, is called as spent lye. Continuous saponification (consap) processes for production of soap are also used.
Fat Splitting (Hydrolysis)
Continuous high pressure fat splitting processes for fatty acid manufacture are commonly used the world over. However, in India, medium pressure batch processes are also used to some extent. In continuous, high pressure hydrolysis process, water and oil are fed into a splitting column in countercurrent fashion, at 5 - 6 MPa pressure and about 250 - 260 deg. C temperature, leading to a 15% solution of glycerol in water, known as sweet water. The fatty acids mixture is withdrawn from the top of the column, and the glycerol-containing sweet water is withdrawn from the bottom. Concentration of the sweet water by evaporation results into a product called hydrolysis crude or 88% saponification crude glycerol.
Trans-Esterification (Interesterification)
The third source of natural glycerol is esterification of oils and fats with alcohols to produce fatty acid esters. Since oils and fats are chemically triglcyerides of glycerol, the process is also called as trans-esterification or interesterification. Oils and fats are usually reacted with methanol (or methyl alcohol) in the presence of an alkali catalysts such as sodium methoxide to produce methyl esters and glycerol. The latter may be separated by water washing and acidulation with hydrochloric acid, followed by removal of the residual methanol, thus, producing crude glycerol (direct concentration about 90 to 92%) with a few percent salt content.
The mixture of fatty acid methyl esters is either modified to meet the fuel requirements of various engines to produce different grades of biodiesel. These are either used directly or in combination with gasoline (petrol) or diesel or jet fuels. These methyl esters may also be marketed as pure methyl esters after appropriate purification, for various applications. The fatty acid methyl esters are reduced to the corresponding fatty alcohols which are in turn used in the production different downstream derivatives for a wide range of applications.
PRETREATMENT AND CONCENTRATION
The pretreatment of glycerol-water solution obtained as a by-product in the above processes, is an important step in the production of pure glycerol. It is crucial for trouble-free production and for the better quality of the final product. The quality of grade of oil or fat used in the above processes directly affects the pretreatment required to produce glycerol of an acceptable commercial quality.
The spent lye resulting from current soap-making processes generally contain 8 to 15% glycerol; sweet waters from hydrolysis of fats contain as much as 20% glycerol; crude glycerol from trans-esterification contains 80% or more glycerol.
The chemicals most commonly used for the pretreatment of crude glycerol, i.e., to remove impurities from spent lye and sweet water are hydrochloric acid and caustic soda.
The treatment of spent lye consists of a series of operations designed to remove nearly all of the organic impurities. The spent lye is commonly treated with mineral or fatty acids to reduce the content of free caustic and soda ash, and to reduce the pH to 4.6 to 4.8. Sulfates are to be avoided since they are associated with foaming and heat exchanger fouling during subsequent refining. After cooling, the solid soap is skimmed, and an acid and a coagulant are added, followed by filtration. Addition of caustic soda removes the balance of coagulant in solution and adjusts the pH to a point at which the liquor is least corrosive to subsequent process treatment. Spent lyes from modern liquid-liquid countercurrent extraction used with continuous saponification systems requires little treatment other than reduction of free alkali by neutralization with hydrochloric acid. After this treatment, the dilute glycerol is ready for concentration to 80% soap lye crude glycerol.
Glycerol - water, i.e., sweet water produced by high pressure continuous hydrolysis or batch autoclave processes (fat splitting), contains little or no mineral acids and salts and requires very little in the way of purification, as compared to spent lye from kettle soap-making. The sweet water should be processed promptly after splitting to avoid degradation and loss of glycerol by fermentation. Any fatty acids that rise to the top of the sweet water layer are skimmed off. Dispersed fat and fatty acid components can be largely removed simply by settling or by centrifugation. A small amount of alkali is added to precipitate the dissolved fatty acids and neutralize the liquor. In a subsequent step, the concentration of the solution is immediately increased to 70 to 90% glycerol to avoid decomposition by fermentation (resulting in the formation of 1,3-propanediol) and to render the crude glycerol product stable to storage. Generally, the alkaline liquor is filtered and evaporated to an 88% crude glycerol. A multi-stage flash evaporator made of stainless steel yields the greatest economic advantage.
This main pretreatment step takes place directly before the final purification and refining of glycerol.
Sweet water obtained from modern, non-catalytic, continuous fat hydrolysis may be evaporated to about 88% pure glycerol without any chemical treatment.
An optimum effect can be obtained in dilute solutions with a glycerol content of about 50%. A two-step process is normally employed. Activated carbon and sodium hydroxide are used as auxiliaries, the former for bleaching and absorption of impurities, the latter to saponify any remaining fat components. A separation by filtration follows each step. The so-called soda-lime process has been valued for decades for the pretreatment of crude glycerol contaminated with larger amount of organic impurities. Further concentration of the treated crude glycerol is necessary using distillation. Single or multi-stage plants are used with a vacuum 10 to 15 kPa. The solubility limits of the salts must be taken into consideration, and the relevant stages suitably equipped for removal of the salts.
Ester crude glycerol obtained from the trans-esterification or interesterification processes is usually of high quality. However, salt residue from the esterification catalyst is typically present at a concentration of one percent or higher. Crude glycerol originating from esterification or splitting of 100% vegetable oils is segregated from other glycerols throughout processing to produce the Kosher grade glycerine.
After pretreatment, the crude glycerols from different sources are concentrated to a glycerol content of 85 to 90%.
The quality of crude glycerol directly affects the refining operation and glycerine yield. Specifications for crude glycerols usually limit ash content, i.e., a measure of salt and mineral residue, matter organic non-glycerol (MONG), which includes fatty acid esters, trimethylene glycol (TMG), i.e., propane-1,3-diol, water, arsenic and sugars.
REFINING
The refining of crude natural glycerol is generally accomplished by distillation, followed by treatment with activated carbon. In some cases, refining is accomplished by ion exchange.
Distillation
In the case of spent lye crude glycerol, the composition is about 80% glycerol, 7% water, 2% organic residue and less than 10% ash. Hydrolysis crude glycerols are generally of a better quality than soap lye crudes with a composition of about 88% glycerol, less than 1% ash (little or no salt), and less than 1.5% organic residue; and balance water.
Distillation equipment for soap lye and esterification crude glycerol requires salt-resistant metallurgy. The solid salt which results when glycerol is vaporized is removed by filtration or as bottoms from a wiped film evaporator. Distillation of glycerol under atmospheric pressure is not practicable since it polymerizes and decomposes glycerol to some extent at the normal boiling point of 204 deg. C. A combination of vacuum and steam distillation is used in which the vapours are passed from the still through a series of condensers or a packed fractionation section in the upper part of the still. Relatively pure glycerol is condensed. High vacuum conditions in modern stills minimize glycerol losses due to polymerization and decomposition.
Until the end of the 1950s, only simple distillation methods were used. Batches were distilled under vacuum with fractional condensation. The development of new technologies allowed conversion to continuous production processes, with correspondingly lower losses. Nowadays, thin-film evaporators, scraped-wall or wiped-film evaporators or falling-film evaporators are commonly used. They are capable of vapourizing glycerol very rapidly and almost completely, such that a dry, powdery residue is discharged from the base of the processing unit. A glycerol of 99.5% purity is prepared by these methods. The advantage of these techniques is the extremely short residence time, minimizing the thermal loading of the glycerol, and thus reducing the degradation and loss of glycerol.
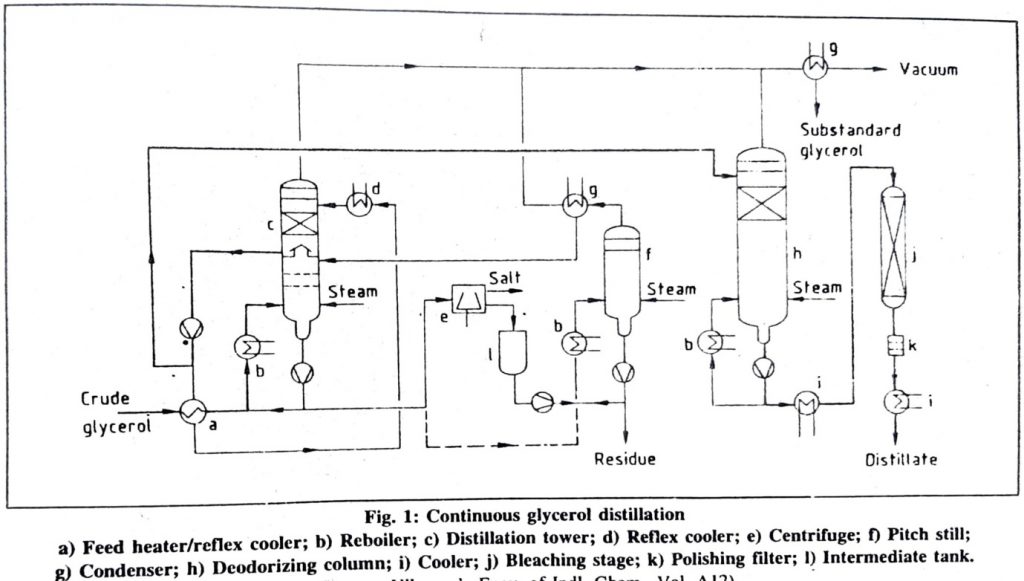
A typical arrangement for continuous glycerol distillation is schematically shown in the following figure.
FIGURE 1: SCHEMIATIC DIAGRAM FOR TYPICAL CONTINUOUS GLYCEROL DISTILLATION
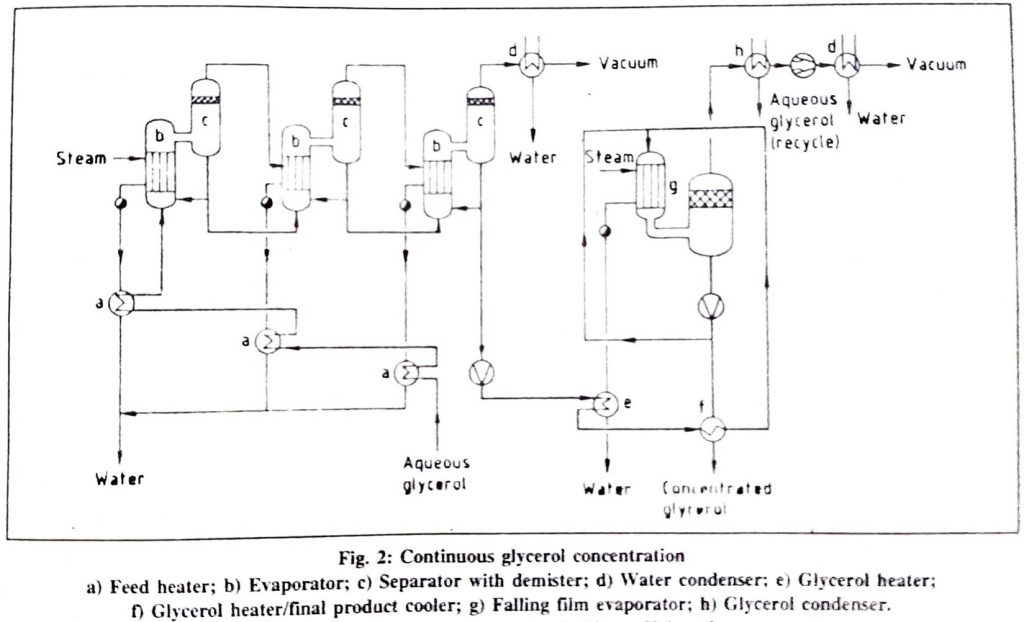
The concentration of pharmaceutical grade glycerol solutions is carried out under special mild conditions to avoid changes in colour and odour of glycerol. A three- or four-step stainless steel flash evaporator with natural circulation is commonly used for this purpose.
One such continuous glycerol concentration system for pharmaceutical grade glycerol is shown in the following figure.
FIGURE 2: SCHEMATIC DIAGRAM FOR CONTINUOUS CONCENTRATION OF PHARMACEUTICAL GRADE GLYCEROL
At 10 to 15 kPa, a glycerol concentration of about 90 to 95% is attained. The removal of residual water to give a glycerol concentration of more than 99.5% is best carried out in a separate final step by forced circulation in a falling film evaporator. The vacuum used is 0.5 to 1.5 kPa. The continuous glycerol refining processes are suitable for automation when equipped with the appropriate control instruments.
Bleaching And Deodorization
Removal of colour and odour are necessary requirements for the use of glycerol in foods and pharmaceuticals. Activated carbon (about 1 to 2%) and diatomite filter aid (i.e., diatomaceous earth) are added to the glycerol in the bleach tank at 74 to 79 deg. C, stirred for one to two hours, and then filtered at the same temperature, which is high enough to ensure easy filtering and yet not so high as to lead to darkening of the glycerol.
Ion Exchange Refining
Although most of the glycerol is refined by the distillation processes, several refiners make the use of ion exchange resins for glycerol refining, especially for low-salt crude glycerol. Ion exchangers are used in pairs and consist of a cationic and an anionic exchanger. Charged impurities are thereby successively removed and ultimately exchanged for water. When ionized solids are high, as in soap lye crude glycerol, ion-exclusion treatment can be used to separate the ionized material from the non-ionized (mainly glycerol). A granular resin such as Dowex 50 WX may be used for ion exclusion.
For ion exchange, crude or distilled glycerol may be treated with a resin appropriate for the glycerol content and impurities present. Macroreticular resins such as Ambulate 200, 200C, IRA-93 and IRA-90, may be used with undiluted glycerol. However, steam deodorization is often necessary to remove odours imparted by the ion exchange resins.
Ion exchange and ion exclusion processes are not widely used alternatives to glycerol distillation.
Materials And Utility Requirements
To manufacture one tonne (1 MT) of glycerine (and 2.2 tonnes of salt) from soap spent lye, the following materials and utilities are required -
Spent lye containing 5% glycerine 22 tonnes, Sodium hydroxide 100 kg, Ferric chloride 55 kg, Aluminium sulfate 11 kg, Activated carbon 2 to 5 kg; Steam 4000 kg, Electricity 11KWh (40 MJ).
FROM PROPYLENE
The basis for the first commercial process for the manufacture of synthetic glycerine was the discovery by Shell Development Company in the mid-1930s that allyl chloride could be produced in high yields by the hot non-catalytic, vapour phase chlorination of propylene. This discovery was followed by the development of a process for the conversion of allyl chloride to glycerine, prior to World War - 2. Based on this process, the first synthetic glycerol was produced in 1943 by IG Farben in Oppan and Heydebreck in Germany, and in 1948 by Shell in Houston, Texas, in the USA.
Propylene can also be oxidized in high yields to acrolein which then, can be converted to glycerol by several routes.
A variety of processes for synthesizing glycerol from propylene are shown in the following figure.
FIGURE 3: ROUTES FOR MANUFACTURE OF SYNTHETIC GLYCEROL
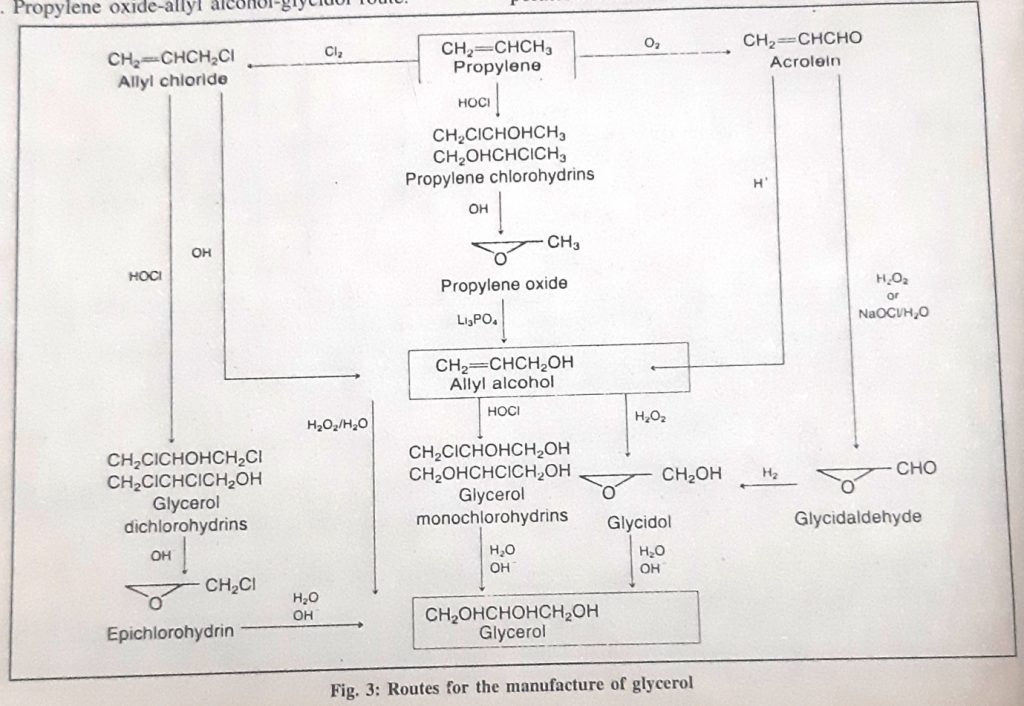
These chemical routes to produce synthetic glycerol may be grouped as follows -
- Allyl chloride - epichlorohydrin route
- Acrolein - allyl alcohol - glycidol route
- Propylene oxide - allyl alcohol - glycidol route
These three routes are briefly discussed here.
Allyl Chloride Route
Allyl chloride is produced by the hot non-catalytic chlorination of an excess of propylene at a temperature of about 500 deg. C. The reaction product is cooled and successively distilled to remove hydrogen chloride and unreacted propylene, light impurities and heavy impurities. The hydrogen chloride and propylene overheads in the first column are passed through a water absorber to remove the hydrogen chloride from the propylene which is then dried and recycled to the chlorination reactor. By-products formed during the chlorination of propylene include 2-chloroprene, isopropyl chloride, dichloropropenes, and trichloropropane.
Ally chloride is then chlorohydrinated in aqueous solution to produce glycerol dichlorohydrins. Bis(dichloropropyl) ether and trichloropropane are formed as by-products, which is minimized by adequate dilution with water, good agitation to promote rapid dissolution of allyl chloride and chlorine in the aqueous phase, and reactor staging. The dichlorohydrins are then reacted with caustic or lime to produce epichlorohydrin, which is distilled overhead. Water and salt are rejected out of the bottom of the epichlorohydrin column. The epichlorohydrin is then reacted in aqueous solution with caustic soda to produce a dilute glycerine solution.
This dilute glycerine is concentrated in multiple effect evaporators. Sodium chloride (salt) crystallizing out during evaporation is continuously removed by centrifuging. The concentrated glycerine is flashed under vacuum for final salt rejection, and the over-headed glycerine is purified by two-column vacuum distillation to reject light and heavy impurities. Optionally, the final product may be carbon treated.
In the second process, allyl chloride is hydrolyzed to allyl alcohol, which is cholorhydrinated with aqueous chlorine solution to yield a mixture of monochlorohydrins. These are hydrolyzed to glycerol in 90% yield based on allyl alcohol. After evaporation, the 5% glycerol solution is concentrated to 98% purity.
Material requirements for producing one tonne (1 MT) of glycerol (99%) by this route are -
- Propylene 625 kg
- Chlorine 2000 kg
- Sodium hydroxide 450 kg
- Hydrated lime 450 kg
Acrolein Route
Acrolein-based glycerol manufacture via no-chlorine processing route proceeds by epoxidation and reduction, in either order, followed by hydration. The epoxidation to glycidaldehyde can proceed through treatment of acrolein with aqueous sodium hypochlorite solution or with hydrogen peroxide. If required, glycidol can be separated as an intermediate. Alternatively, allyl alcohol from the reduction of acrolein can be hydroxylated with aqueous hydrogen peroxide to directly produce a glycerol solution in 80 to 90% yield.
In one process, propylene is oxidized with oxygen in a tubular fixed bed reactor, using a supported copper oxide catalyst. The gaseous product is cooled and fed to an absorber column where the acrolein in the reactor product is absorbed in water. Unreacted propylene is recycled after purification. The absorber bottom steam, containing water, acrolein, and impurities, is fed to a stripper where crude acrolein is stripped overhead. This crude acrolein is purified and dried by mixing with a hydrocarbon stream, separating and rejecting a water phase, and distilling to reject light impurities and residual water as an overhead stream. The stripper bottom stream is recycled and the dry, purified acrolein is fed to the allyl alcohol unit.
Purified acrolein and secondary butanol (2-butanol or isobutanol) are reacted in the liquid phase, using an an aluminium sec-butoxide catalyst, to form allyl alcohol and methyl ethyl ketone (MEK). The reactor column product is fed to three distillation columns where unreacted acrolein, unreacted sec-butanol and MEK, and allyl alcohol are successively distilled overhead. The acrolein and sec-butanol are recycled, while the MEK is purified. Allyl alcohol is fed to the glycerine production unit. Isopropanol (2-propanol) can also be used instead of sec-butanol, giving acetone in place of MEK.
Allyl alcohol and aqueous peroxide are reacted in the liquid phase using a tungstic acid and sodium tungstate catalyst. The reaction is carried out in dilute aqueous solution to minimize the formation of allyl glyceryl ether and other impurities. The hydrogen peroxide reacts rapidly and is maintained at a low concentration to minimize the formation of oxidation by-products. The catalyst is recovered by ion exchange and recycled. The reactor product is distilled to recover unreacted allyl alcohol, which is withdrawn as a side product and recycled. Light impurities are rejected overhead, Dilute glycerine is withdrawn as a bottom product. It is concentrated by evaporation and vacuum steam distillation. Finally, it is treated with granulate carbon bed to remove trace impurities to get USP grade glycerine.
Alternatively, the allyl alcohol can be epoxidized with peracetic acid to glycidol (and acetic acid), which is hydrolyzed to glycerol.
Material requirements for producing one tonne (1 MT) glycerine (99%) by the acrolein route are -
- Propylene 925 kg
- Oxygen 230 kg
- Isopropyl alcohol 1100 kg
- Hydrogen peroxide (100%) 485 kg
About 990 kg of acetone is obtained as a by-product.
Propylene Oxide Route
As with acrolein, preparation of glycerine from propylene oxide does not use chlorine. Propylene is epoxidized to propylene oxide, which is then isomerized to allyl alcohol by the Progil process. In this process, propylene oxide is rearranged to allyl alcohol over trilithium phosphate catalyst at 200 to 250 deg. C temperature, with a yield of about 80 to 85%. A second epoxidation of allyl alcohol is carried out with peracetic acid, and the resulting glycidol is hydrolyzed to glycerol. The recent plants employ this reaction scheme.
GRADES AND SPECIFICATIONS
Crude Glycerol
Crude glycerol is a major product of domestic and international trade. Mainly two grades of crude glycerol are marketed. One is soap-lye crude glycerol obtained by concentration of lye obtained from kettle or continuous soap making processes, and contains about 80% glycerol. The second grade is hydrolysis or saponification or hydrolyzer crude glycerol containing about 88 to 91% glycerol and a small amount of organic salts. Since glycerol from methyl esters production (and biodiesel production) also contains salt, it is usually marketed as soap-lye crude glycerol. However, due to the presence of small quantities of methanol, the crude glycerol obtained as a by-product during biodiesel manufacture maybe considered as a third grade of crude glycerol.
The Indian Standards (IS or now BIS) for the two grades of crude glycerol are listed in the following table.
TABLE 1: INDIAN STANDARDS SPECIFICATIONS FOR CRUDE GLYCEROL GRADES
| CHARACTERISTICS | SPECIFICATIONS OR REQUIREMENTS FOR | |
| SOAP LYE GRADE | SAPONIFICATION OR HYDROLYZER GRADE | |
| Glycerol, % wt., min. | 80.0 | 88.0 |
| Ash, % wt., max. | 10.0 | 1.5 |
| Non-volatile organic residue, % wt., max. | 3.0 | 1.5 |
| Arsenic, as As, ppm, max. | 2.0 | 1.5 |
| Total alkali (free and combined), as Na2O, % wt., max. | 1.0 | --- |
[Source - IS 1796 - 1986]
Typical commercial specifications of crude glycerol obtained as a by-product of biodiesel manufacture by three different biodiesel manufacturers, are also summarized in the following table.
TABLE 2: TYPICAL SPECIFICATIONS OF CRUDE GLYCEROL FROM BIODIESEL MANUFACTURE
| CHARACTERISTICS | PRODUCER-1 | PRODUCER-2 | PRODUCER-3 |
| Glycerol, % wt., min. | 80 | 40 - 88 | 82 |
| Ash, % wt. max. | 7 | 2.0 | 6 |
| Matter Organic Non-Glycerol (MONG), % wt., max. | 1 - 2 | --- | 2.5 |
| Methanol, % wt., max. | 0.5 | --- | 0.2 |
| Salt, % wt., max. | 5 | --- | |
| Moisture (water), % wt., max. | 10 | 12.0 | 13 |
| Density, kg/lit. | 1.2 - 1.25 | --- | --- |
| Color Gardner | 4 - 10 | --- | --- |
| Non-volatile organic compounds / Organic residue,% wt., max. | --- | 2.0 | 1.5 |
| pH (10% solution) | --- | 4.0 - 9.0 | --- |
| Ash insoluble in HCl, % wt., max. | --- | --- | 2.2 |
| Sodium, % wt., max. | --- | --- | 4 |
| Potassium, % wt., max. | --- | --- | 1.8 |
Thus, the composition of crude glycerol obtained during the manufacture of biodiesel varies widely, especially their glycerol, ash and methanol contents, depending on their starting materials (type of oils and fats, catalysts).
Refined Glycerol
Refined glycerol is marketed in several grades, used for different applications. The specifications vary depending on the consumer and the intended use.
The United States (of America) Pharmacopoeia or USP grade glycerol is water-white (colourless), and is classified as Generally Recognized As Safe or GRAS by the US FDA, and is suitable for use in foods, pharmaceuticals and cosmetics.
The European Pharmacopoeia (Ph. Eur.) grade is similar to the USP grade, but the common Ph. Eur. Grade has a minimum glycerol of 99.5%; another grade having 86% glycerol is also marketed. In Europe, another grade called Nobel Test glycerol with a purity of 99% is marketed.
Similar pharmaceutical grade glycerol specifications also exist in Japan, as the JP grade.
Selected parameters of the Ph. Eur. and USP grade refined glycerol are listed in the following table.
TABLE 3: PH. EUR. AND USP GRADES GLYCEROL SPECIFICATIONS
| CHARACTERISTICS | PH. EUR. | USP |
| Description | Viscous, colorless, very hygroscopic | --- |
| Assay (Glycerol), % | 98.0 - 101.0 | 99.0 - 101.0 |
| Acidity or alkalinity | </= 0.2 ml 0.1N NaOH | --- |
| Halogenated compounds, ppm | </= 35 | --- |
| Limit of chlorinated compounds, ppm | --- | </= 30 |
| Aldehydes, ppm | </= 10 | --- |
| Chloride(s), ppm | </= 10 | </= 10 |
| Sulphate, ppm | --- | </= 20 |
| Heavy metals, ppm | --- | </= 5 |
| Residue on ignition, % | --- | </= 0.01 |
| Sulphated ash, % m/m | </= 0.01 | --- |
| Water, % | </= 2.0 | </=5.0 |
| Limit of diethylene glycol and ethylene glycol, %
DEG EG |
--- | </= 0.10
</= 0.10 |
Although the water content limits are given as 2% for Ph. Eur. and 5% for USP grade glycerol, in actual practice these products contain only about 0.3% water.
Among the approved glycerol grades in India, the chemically pure or CP grade designates a grade of glycerol that is about the same as USP but with the specifications varying slightly as agreed by the buyer and the seller. The high specific gravity grade is a pale yellow glycerol for industrial use with a minimum specific gravity of 1.2595 at 25 deg. C. The dynamite grade has the same specific gravity corresponding to 99% purity but is more yellow.
In India, the following five grades of refined glycerol are marketed -
- Indian Pharmacopoeia (I. P.) grade, i.e., chemically pure (CP) glycerol, with 99% purity used for pharmaceuticals, foods and cosmetics.
- Somewhat more stringent specifications are specified for the Analytical Reagent or AR grade, with a purity of 98% glycerol.
- Industrially white (I. W.) grade with a glycerol content of 98%, used for the manufacture of alkyd resins and other chemicals.
- Pale Straw (P. S.) or Technical grade with 98% glycerol, used for dyes and tobacco.
- Dynamite grade with a glycerol content of 98.7% used to make explosives.
Indian Standard (IS) specifications for various grades of refined glycerol or glycerine are listed in the following table.
TABLE 4: INDIAN STANDARD SPECIFICATIONS FOR REFINED GLYCEROL GRADES
| CHARACTERISTICS | REQUIREMENTS FOR GRADES | ||||
| GRADES | AR | CP | IW | TECH | DYN |
| Glycerol, % wt, min. | 99.0 | 98.0 | 98.0 | 98.0 | 98.7 |
| Relative density at 30/30 deg. C, min. | 1.2578 | 1.2552 | 1.2552 | 1.2552 | 1.2571 |
| Colour Lovibond Scale (Y+5R), (in 5-1/2 in. cell), not deeper than | 0.5 | 1.0 | 3.5 | 8.0 | 5.0 |
| Ash, % wt, max. | 0.01 | 0.01 | 0.01 | 0.05 | 0.025 |
| Arsenic as As, ppm, max. | 1.0 | 2.0 | --- | --- | --- |
| Copper | To pass the test | To pass the test | --- | --- | --- |
| Iron as Fe, ppm, max. | 0.5 | 0.5 | --- | 2.0 | --- |
| Lead as Pb, ppm, max. | 1.0 | 1.0 | --- | --- | --- |
| Chlorides as Cl, ppm, max. | 2.0 | 10.0 | 60.0 | 60.0 | 30.0 |
| Sulphates as SO4, ppm, max. | 10.0 | 10.0 | --- | --- | 34.0 |
| Aalkalinity, as Na2O, % wt, max. | Nil | Nil | 0.01 | 0.01 | 0.01 |
| Fatty acids and esters as Na2O (Sapon. Eq.), % wt, max. | 0.01 | 0.03 | --- | --- | 0.05 |
| Acraldehyde and Glucose | To pass the test | To pass the test | --- | --- | --- |
| Reducing substances | To pass the test | To pass the test | --- | --- | To pass the test |
| Sulphuric acid test | --- | --- | --- | --- | Shall not be darker than standard |
| Nitrogen content, % wt, max. | --- | --- | --- | --- | 0.03 |
| Ether soluble matter, % wt, max. | --- | --- | --- | --- | 0.03 |
[NOTE - AR - Analytical Reagent, CP - Chemically Pure, IW - Industrial White, Tech - Technical, DYN - Dynamite]
[Source - Indian Standard IS 1796 - 1986]
The Indian Standards IS 12590 prescribes slightly different glycerol specifications for use in cosmetics. They are somewhat less stringent than the CP grade, but with minimum purity of 98.0%.
STORAGE AND HANDLING
Glycerol is stable when stored below 100 deg. C. It is non-corrosive and presents little risk of ignition because of its high flash point. Anhydrous glycerol does not corrode steel, but storage tanks of carbon steel must be protected by surface coating to prevent rusting by residual moisture. Therefore, glycerol is usually stored in standard tanks of stainless steel (SS 304 or SS 316) or nickel-clad steel, or of aluminium. Certain resin linings have also been used. Since glycerol absorbs moisture gradually from the surrounding atmosphere, the tanks should be sealed with an air-breather trap. Regulations exist in some countries to control the construction and arrangement of industrial storage tanks.
For handling glycerol, the piping should be of stainless steel, aluminium or galvanized iron. Valves and pumps should be of bronze, cast iron with bronze trim, or stainless steel. A pump of 3.15 lit /sec (50 gal / min) capacity unloads a tank car of warm glycerol in about four hours. Optimum pumping temperature for glycerol is 37 to 48 deg. C.
Most crude glycerine is shipped in standard tank cars or wagons, or in drums. Refined glycerol of CP or USP grade is shipped mainly in bulk in tank cars or wagons. These are usually stainless steel-, aluminium-, or lacquer-lined. However, pure glycerol has little corrosive tendency, and may be shipped in standard, unlined steel tank cars, provided they are kept clean and in a rust-free condition. Some producers offer refined glycerol in 4.5 kg (3.8 lit or 1 gal) tinned cans and more commonly in 250 to 259 kg (208 lit or 55 gal) drums of non-returnable type. These drums generally have a phenolic resin lining. Recent trend is to use 250 to 259 kg high density polyethylene (HDPE) drums for refined glycerine grades. These HDPE drums may or may not be re-used.